A PP COA might list “1500 ppm phenolic AO + 1000 ppm phosphite + 500 ppm slip” and look like a complete additive package. Whether those numbers are correct depends on whether the grade is heading into a hot-water pipe, a UV-exposed woven bag, or a clear yogurt cup.
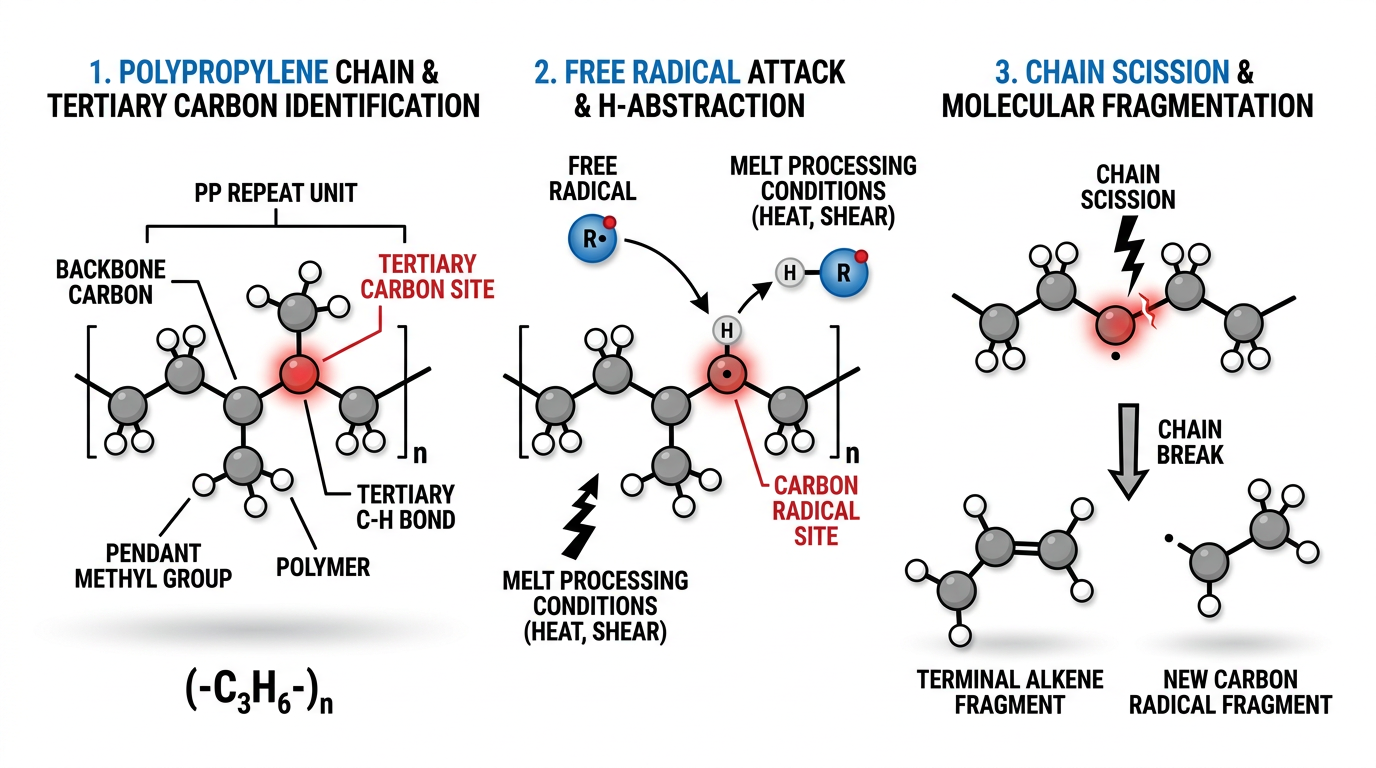
2. PP is chemically vulnerable in a way most thermoplastics are not. The tertiary carbon on every repeat unit is the preferred site for radical oxidation. A stripped-down
3. PP resin
4. embrittles within months of melt processing and faster outdoors.
5. Why PP Needs Additives in the First Place
6. Polypropylene without stabilizers
7. loses molecular weight in hours under processing-temperature shear. The tertiary C-H bond on each propylene repeat unit dissociates roughly 80 kJ/mol weaker than a polyethylene secondary C-H. PP forms hydroperoxides much faster during extrusion and injection molding.
8. Chain scission follows, MFI drifts upward, and the part either cracks in service or fails an Izod requalification six months in.
9. Three vulnerabilities drive the package design. Thermal-oxidative attack during melt processing (220-280 °C) is handled by an antioxidant pair.
10. UV photo-oxidation in outdoor service is handled by HALS or UV absorbers. Surface and processing behavior — slip, antistat, clarity — is handled by smaller-volume functional additives.
11. Antioxidant Additives: Phenolic Primary plus Phosphite Secondary
12. The default PP antioxidant system is a phenolic primary plus a phosphite secondary, run at 1000-2500 ppm total (0.1-0.25 wt%) for general-purpose grades.
13. Irganox 1010
14. is the most common phenolic. Irgafos 168 is the most common phosphite.
15. The two work at different points in the oxidation chain. Irgafos 168 preferentially decomposes hydroperoxides during processing. Irganox 1010 captures free radicals long-term in service and governs how the resin ages in storage.
16. Real-world ratios skew much further toward phosphite than textbook examples suggest. A measured PP film sample analyzed in ACS Omega in 2020 showed Irganox 1010 at 220 wppm and Irgafos 168 at 1580 wppm.
17. That roughly 7× phosphite-to-phenolic ratio reflects how much processing-protection load Irgafos carries on high-shear extrusion lines. For long-term thermal stability alone, Irganox 1010 in the 500-1000 ppm window is typical.
18. UV Stabilizers and HALS for Outdoor Service
19. PP that sees sunlight — woven bags, agricultural film, garden furniture, automotive exterior trim — needs a hindered amine light stabilizer (HALS) at 0.1-0.5 wt% (1000-5000 ppm). Chimassorb 944 is the most common HALS for general outdoor PP.
20. Tinuvin 622 at 0.3% is a common alternative in fiber. Severe UV exposure pushes loading to 2.0 wt%.
21. HALS works differently from the antioxidants above. A UV absorber dissipates incident UV as heat and depletes as it works.
22. HALS traps free radicals through a nitroxyl-radical regeneration cycle, so the stabilizer cycles rather than being consumed. One-time shield vs self-healing armor.
23. USPTO patent 8721946 documents automotive interior PP at 1000-2500 ppm HALS on top of 400-2400 ppm phenolic AO plus 500-1500 ppm phosphorus AO. That HALS top-up over the producer baseline is what most outdoor and automotive grades look like.
24. Slip and Antistat Agents
25. Two surface-acting families share the same bloom mechanism but different jobs — slip controls film friction; antistat dissipates charge on molded parts.
26. Slip agents
27. Slip agents lower the coefficient of friction on PP film so wound rolls unwind cleanly. Erucamide and oleamide are the standard fatty amides at 500-2000 ppm.
28. The trade-off is bloom-rate control. Too low and the COF stays high. Too high and you get plate-out on the chill roll.
29. Erucamide is also one of the fastest-degrading additives in PP processing, alongside Irgafos 168. Akoueson et al. in Science of the Total Environment (2023) and ACS Omega (2020) both measured these two as the highest-degradation-rate species under typical extrusion conditions.
30. Push the extruder 20 °C hotter than the data-sheet target and the in-part erucamide concentration after processing can already sit well below the nominal. The 1500 ppm spec assumes a controlled process window, not infinite headroom.
31. Antistat agents
32. Antistat agents — typically glycerol monostearate (GMS) or ethoxylated amines at 500-2000 ppm — manage static charge on injection-molded parts and fibers. The mechanism is similar to slip in that the additive blooms to the surface. Antistat is omitted in food-contact PP where migration is regulated.
33. Clarifier and Nucleator Additives for Clear PP
34. For clear PP cups, jars, and thin-wall packaging, sorbitol-based clarifiers like
35. Millad NX 8000
36. and Millad 3988 run at 0.2-0.25 wt% (2000-2500 ppm). Organophosphate nucleators like Milliken HPN-68 and NJStar NU-100 run lower at 0.1-0.15 wt%.
37. Nucleators do a different job. They raise crystallization temperature without targeting transparency, which speeds injection cycle time.
38. New-generation nucleators are roughly 3× more efficient than legacy sodium benzoate. Milliken documented a 39.8% cooling-time reduction with HPN-68 in injection molding.
39. Less-Common PP Additives: Flame Retardants, CR Peroxide, Color Masterbatch
40. Three families round out the typical PP additive package, with much wider loading ranges.
41. Flame retardants
42. — Brominated systems like BDDP with antimony trioxide synergist run at 5-10 wt% to hit UL 94 V-0 or V-2. Halogen-free mineral systems (ATH, Mg(OH)₂) need 15-30 wt% for the same rating, and at those loadings mechanical properties change measurably.
43. Controlled-rheology peroxide
44. — DHBP (Luperox 101) at 200-600 ppm at the extruder visbreaks the resin to raise MFI and narrow molecular-weight distribution. Producer-side chemistry, generating the “CR” grade variants in supplier catalogs.
45. Color masterbatch
46. — Letdown ratio 1-4 wt% depending on pigment loading in the carrier. Color arrives as a separate pellet stream fed at the throat; the base-resin COA additive note does not include it.
PP is chemically vulnerable in a way most thermoplastics are not. The tertiary carbon on every repeat unit is the preferred site for radical oxidation. A stripped-down
PP resin
embrittles within months of melt processing and faster outdoors.
.
Why PP Needs Additives in the First Place
Polypropylene without stabilizers
loses molecular weight in hours under processing-temperature shear. The tertiary C-H bond on each propylene repeat unit dissociates roughly 80 kJ/mol weaker than a polyethylene secondary C-H. PP forms hydroperoxides much faster during extrusion and injection molding.
.
Chain scission follows, MFI drifts upward, and the part either cracks in service or fails an Izod requalification six months in.
.
Three vulnerabilities drive the package design. Thermal-oxidative attack during melt processing (220-280 °C) is handled by an antioxidant pair.
.
UV photo-oxidation in outdoor service is handled by HALS or UV absorbers. Surface and processing behavior — slip, antistat, clarity — is handled by smaller-volume functional additives.
.
Antioxidant Additives: Phenolic Primary plus Phosphite Secondary
The default PP antioxidant system is a phenolic primary plus a phosphite secondary, run at 1000-2500 ppm total (0.1-0.25 wt%) for general-purpose grades.
. Irganox 1010
is the most common phenolic. Irgafos 168 is the most common phosphite.
.
The two work at different points in the oxidation chain. Irgafos 168 preferentially decomposes hydroperoxides during processing. Irganox 1010 captures free radicals long-term in service and governs how the resin ages in storage.
.
Real-world ratios skew much further toward phosphite than textbook examples suggest. A measured PP film sample analyzed in ACS Omega in 2020 showed Irganox 1010 at 220 wppm and Irgafos 168 at 1580 wppm.
.
That roughly 7× phosphite-to-phenolic ratio reflects how much processing-protection load Irgafos carries on high-shear extrusion lines. For long-term thermal stability alone, Irganox 1010 in the 500-1000 ppm window is typical.

UV Stabilizers and HALS for Outdoor Service
PP that sees sunlight — woven bags, agricultural film, garden furniture, automotive exterior trim — needs a hindered amine light stabilizer (HALS) at 0.1-0.5 wt% (1000-5000 ppm). Chimassorb 944 is the most common HALS for general outdoor PP.
.
Tinuvin 622 at 0.3% is a common alternative in fiber. Severe UV exposure pushes loading to 2.0 wt%.
.
HALS works differently from the antioxidants above. A UV absorber dissipates incident UV as heat and depletes as it works.
.
HALS traps free radicals through a nitroxyl-radical regeneration cycle, so the stabilizer cycles rather than being consumed. One-time shield vs self-healing armor.
.
USPTO patent 8721946 documents automotive interior PP at 1000-2500 ppm HALS on top of 400-2400 ppm phenolic AO plus 500-1500 ppm phosphorus AO. That HALS top-up over the producer baseline is what most outdoor and automotive grades look like.
.

Slip and Antistat Agents
Two surface-acting families share the same bloom mechanism but different jobs — slip controls film friction; antistat dissipates charge on molded parts.
.
Slip agents
Slip agents lower the coefficient of friction on PP film so wound rolls unwind cleanly. Erucamide and oleamide are the standard fatty amides at 500-2000 ppm.
.
The trade-off is bloom-rate control. Too low and the COF stays high. Too high and you get plate-out on the chill roll.
.
Erucamide is also one of the fastest-degrading additives in PP processing, alongside Irgafos 168. Akoueson et al. in Science of the Total Environment (2023) and ACS Omega (2020) both measured these two as the highest-degradation-rate species under typical extrusion conditions.
.
Push the extruder 20 °C hotter than the data-sheet target and the in-part erucamide concentration after processing can already sit well below the nominal. The 1500 ppm spec assumes a controlled process window, not infinite headroom.
.
Antistat agents
Antistat agents — typically glycerol monostearate (GMS) or ethoxylated amines at 500-2000 ppm — manage static charge on injection-molded parts and fibers. The mechanism is similar to slip in that the additive blooms to the surface. Antistat is omitted in food-contact PP where migration is regulated.
Clarifier and Nucleator Additives for Clear PP
For clear PP cups, jars, and thin-wall packaging, sorbitol-based clarifiers like Millad NX 8000 and Millad 3988 run at 0.2-0.25 wt% (2000-2500 ppm). Organophosphate nucleators like Milliken HPN-68 and NJStar NU-100 run lower at 0.1-0.15 wt%.
Nucleators do a different job. They raise crystallization temperature without targeting transparency, which speeds injection cycle time.
New-generation nucleators are roughly 3× more efficient than legacy sodium benzoate. Milliken documented a 39.8% cooling-time reduction with HPN-68 in injection molding.

Less-Common PP Additives: Flame Retardants, CR Peroxide, Color Masterbatch
Three families round out the typical PP additive package, with much wider loading ranges.
- Flame retardants — Brominated systems like BDDP with antimony trioxide synergist run at 5-10 wt% to hit UL 94 V-0 or V-2. Halogen-free mineral systems (ATH, Mg(OH)₂) need 15-30 wt% for the same rating, and at those loadings mechanical properties change measurably.
- Controlled-rheology peroxide — DHBP (Luperox 101) at 200-600 ppm at the extruder visbreaks the resin to raise MFI and narrow molecular-weight distribution. Producer-side chemistry, generating the “CR” grade variants in supplier catalogs.
- Color masterbatch — Letdown ratio 1-4 wt% depending on pigment loading in the carrier. Color arrives as a separate pellet stream fed at the throat; the base-resin COA additive note does not include it.
Базовый уровень производителя: какие добавки уже содержатся в гранулах ПП
Наиболее полезная ментальная модель для чтения примечания о добавках ПП в COA — это двухслойная модель: базовый уровень производителя плюс доводка компаундера. Китайские государственные производители — Sinopec, PetroChina (включая комплекс в Душаньцзы) и CNOOC — поставляют марки ПП общего назначения с базовым пакетом антиоксидантов и скользящих добавок, вводимых на стадии полимеризации.
Типичный базовый уровень для гомополимера, такого как PetroChina T30S, или статистического сополимера, такого как PetroChina Dushanzi T4401, составляет 800–1500 ppm фенольного АО, 800–1500 ppm фосфита и 500–1500 ppm скользящей добавки. Компаундер добавляет сверху дополнительные слои в зависимости от конечного применения.
Для наружного применения: 1000–5000 ppm HALS, часто в 2–5 раз превышающих общее количество базовых стабилизаторов. Для прозрачного литья под давлением: 2000–2500 ppm сорбитного осветлителя. Для автомобильного интерьера: пакет HALS + скользящая добавка, указанный выше.
Примечание о добавках в COA описывает базовый уровень производителя. Технический паспорт (TDS) для компаундированной марки описывает полный пакет.
Что читатели COA чаще всего оценивают неправильно
Ошибка, которую я вижу чаще всего, — это восприятие базового уровня производителя (фенольный АО + фосфит + скользящая добавка) как полного пакета добавок, а затем спецификация детали для наружного применения или автомобильной промышленности на его основе. Этот базовый уровень корректен для типовой литьевой детали для внутреннего использования. Он не подходит для изделий, подвергающихся воздействию УФ-излучения, длительного нагрева или для пленочных линий, критичных к скольжению.
Читайте примечание о добавках в COA как то, чем оно является — базовым уровнем производителя. Запрашивайте у компаундера полный TDS, включая HALS, УФ-абсорбер, осветлитель или специальную доводку, которые доводят пакет до спецификации конечного применения. Загрузка, нормальная для литьевого стаканчика, ошибочна для тканого мешка под солнцем Эр-Рияда.