Un COA de PP podría listar “1500 ppm AO fenólico + 1000 ppm fosfito + 500 ppm deslizante” y parecer un paquete de aditivos completo. Si esos números son correctos depende de si el grado se dirige a una tubería de agua caliente, una bolsa tejida expuesta a UV o una taza de yogur transparente.
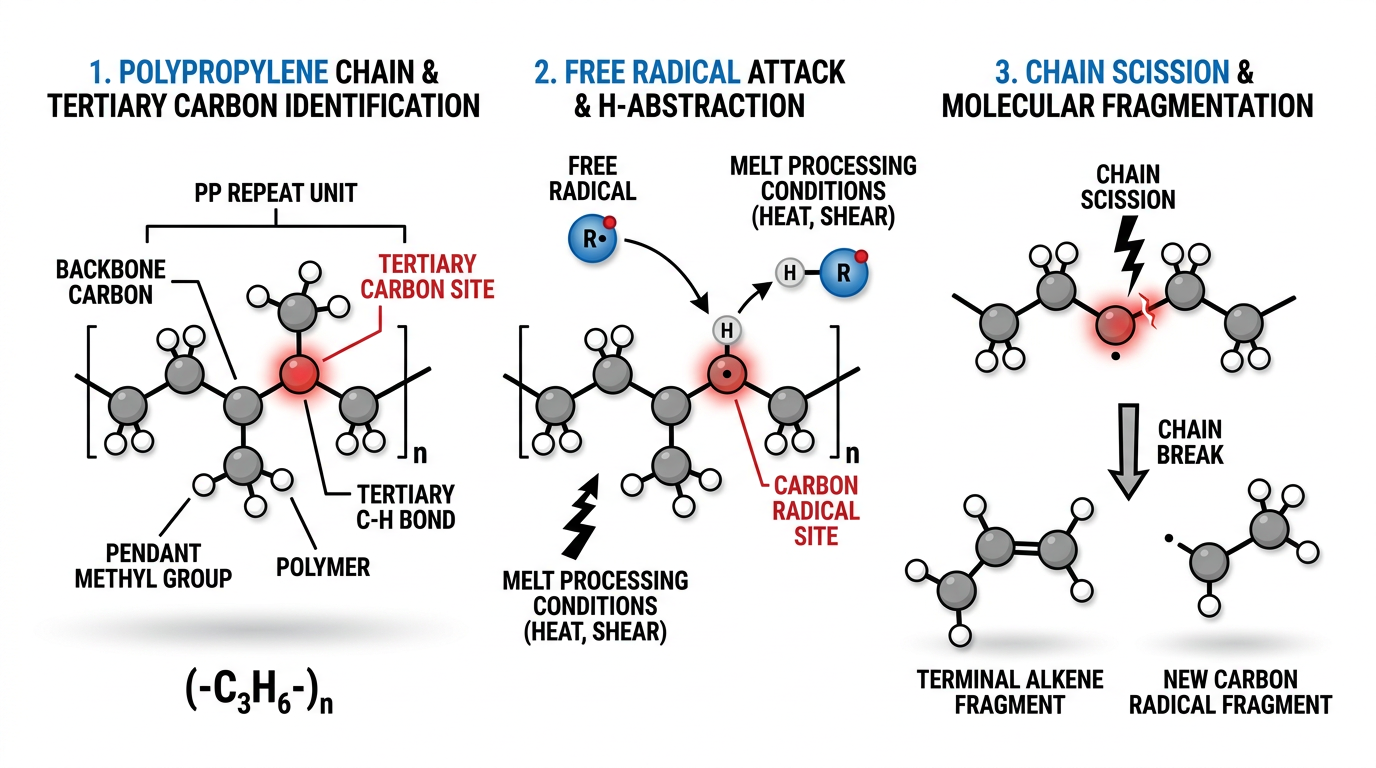
El PP es químicamente vulnerable de una manera que la mayoría de los termoplásticos no lo son. El carbono terciario en cada unidad repetitiva es el sitio preferido para la oxidación radicalaria. Un PP resina de PP se vuelve quebradizo en meses después del procesamiento por fusión y más rápido al aire libre.
Por Qué el PP Necesita Aditivos en Primer Lugar
Polipropileno sin estabilizadores pierde peso molecular en horas bajo cizallamiento a temperatura de procesamiento. El enlace C-H terciario en cada unidad repetitiva de propileno se disocia aproximadamente 80 kJ/mol más débil que un C-H secundario de polietileno. El PP forma hidroperóxidos mucho más rápido durante la extrusión y el moldeo por inyección.
La escisión de cadena sigue, el MFI se desplaza hacia arriba y la pieza se agrieta en servicio o falla una recalificación Izod seis meses después.
Tres vulnerabilidades impulsan el diseño del paquete. El ataque termo-oxidativo durante el procesamiento por fusión (220-280 °C) es manejado por un par antioxidante.
La foto-oxidación UV en servicio exterior es manejada por HALS o absorbentes UV. El comportamiento superficial y de procesamiento — deslizante, antiestático, claridad — es manejado por aditivos funcionales de menor volumen.
Aditivos Antioxidantes: Fenólico Primario más Fosfito Secundario
El sistema antioxidante predeterminado para PP es un fenólico primario más un fosfito secundario, ejecutado a 1000-2500 ppm total (0.1-0.25 % en peso) para grados de uso general. Irganox 1010 es el fenólico más común. Irgafos 168 es el fosfito más común.
Los dos trabajan en diferentes puntos de la cadena de oxidación. Irgafos 168 descompone preferentemente los hidroperóxidos durante el procesamiento. Irganox 1010 captura radicales libres a largo plazo en servicio y gobierna cómo la resina envejece en almacenamiento.
Las proporciones del mundo real se inclinan mucho más hacia el fosfito de lo que sugieren los ejemplos de libros de texto. Una muestra de película de PP medida analizada en ACS Omega en 2020 mostró Irganox 1010 a 220 ppm en peso e Irgafos 168 a 1580 ppm en peso.
Esa proporción de aproximadamente 7× fosfito a fenólico refleja cuánta carga de protección de procesamiento lleva Irgafos en líneas de extrusión de alto cizallamiento. Solo para estabilidad térmica a largo plazo, Irganox 1010 en la ventana de 500-1000 ppm es típico.

Estabilizadores UV y HALS para Servicio Exterior
El PP que ve luz solar — bolsas tejidas, película agrícola, muebles de jardín, molduras exteriores de automóviles — necesita un estabilizador de luz de amina impedida (HALS) a 0.1-0.5 % en peso (1000-5000 ppm). Chimassorb 944 es el HALS más común para PP exterior general.
Tinuvin 622 a 0.3 % en peso es una alternativa común en fibra. La exposición UV severa empuja la carga a 2.0 % en peso.
HALS funciona de manera diferente a los antioxidantes anteriores. Un absorbente UV disipa la radiación UV incidente como calor y se agota mientras funciona.
HALS atrapa radicales libres a través de un ciclo de regeneración de radicales nitroxilo, por lo que el estabilizador cicla en lugar de consumirse. Escudo de un solo uso vs armadura auto-reparable.
La patente USPTO 8721946 documenta PP interior de automóvil a 1000-2500 ppm HALS además de 400-2400 ppm AO fenólico más 500-1500 ppm AO de fósforo. Ese complemento de HALS sobre la línea base del productor es lo que parecen la mayoría de los grados exteriores y automotrices.

Agentes Deslizantes y Antiestáticos
Dos familias activas en superficie comparten el mismo mecanismo de exudación pero diferentes trabajos — el deslizante controla la fricción de la película; el antiestático disipa la carga en piezas moldeadas.
Agentes deslizantes
Los agentes deslizantes reducen el coeficiente de fricción en la película de PP para que los rollos enrollados se desenrollen limpiamente. La erucamida y la oleamida son las amidas grasas estándar a 500-2000 ppm.
La compensación es el control de la tasa de exudación. Demasiado baja y el COF permanece alto. Demasiado alta y se obtiene deposición en el rodillo de enfriamiento.
La erucamida es también uno de los aditivos de degradación más rápida en el procesamiento de PP, junto con Irgafos 168. Akoueson et al. en Science of the Total Environment (2023) y ACS Omega (2020) midieron ambos como las especies de mayor tasa de degradación bajo condiciones típicas de extrusión.
Aumente la temperatura de la extrusora 20 °C por encima del objetivo de la hoja de datos y la concentración de erucamida en la pieza después del procesamiento ya puede estar muy por debajo del valor nominal. La especificación de 1500 ppm asume una ventana de proceso controlada, no un margen infinito.
Agentes antiestáticos
Los agentes antiestáticos — típicamente monoestearato de glicerol (GMS) o aminas etoxiladas a 500-2000 ppm — manejan la carga estática en piezas moldeadas por inyección y fibras. El mecanismo es similar al deslizante en que el aditivo exuda a la superficie. El antiestático se omite en PP de contacto con alimentos donde la migración está regulada.
Aditivos Clarificantes y Nucleadores para PP Transparente
Para vasos, frascos y envases de pared delgada de PP transparente, los clarificantes a base de sorbitol como Millad NX 8000 y Millad 3988 se ejecutan a 0.2-0.25 % en peso (2000-2500 ppm). Los nucleadores organofosfatados como Milliken HPN-68 y NJStar NU-100 se ejecutan más bajos a 0.1-0.15 % en peso.
Los nucleadores hacen un trabajo diferente. Elevan la temperatura de cristalización sin apuntar a la transparencia, lo que acelera el tiempo de ciclo de inyección.
Los nucleadores de nueva generación son aproximadamente 3× más eficientes que el benzoato de sodio heredado. Milliken documentó una reducción del tiempo de enfriamiento del 39.8 % con HPN-68 en moldeo por inyección.

Aditivos de PP Menos Comunes: Retardantes de Llama, Peróxido CR, Masterbatch de Color
Tres familias completan el paquete típico de aditivos de PP, con rangos de carga mucho más amplios.
- Retardantes de llama — Sistemas bromados como BDDP con sinergista de trióxido de antimonio se ejecutan a 5-10 % en peso para alcanzar UL 94 V-0 o V-2. Los sistemas minerales libres de halógenos (ATH, Mg(OH)₂) necesitan 15-30 % en peso para la misma clasificación, y en esas cargas las propiedades mecánicas cambian notablemente.
- Peróxido de reología controlada — DHBP (Luperox 101) a 200-600 ppm en la extrusora rompe la viscosidad de la resina para elevar el MFI y estrechar la distribución de peso molecular. Química del lado del productor, generando las variantes de grado “CR” en los catálogos de los proveedores.
- Masterbatch de color — Relación de dilución 1-4 % en peso dependiendo de la carga de pigmento en el portador. El color llega como un flujo de pellets separado alimentado en la garganta; la nota de aditivo del COA de la resina base no lo incluye.
La Línea de Base del Productor: Qué Aditivos ya se Envían en los Pellets de PP
El modelo mental más útil para leer una nota de aditivos de PP en un COA es el de dos capas: línea de base del productor más la recarga del compounder. Los productores chinos de propiedad estatal — Sinopec, PetroChina (incluyendo el complejo de Dushanzi) y CNOOC — envían grados de PP de uso general con un paquete de antioxidante y deslizante de línea de base añadido en la planta de polimerización.
Una línea de base típica para un homopolímero como PetroChina T30S o un copolímero aleatorio como PetroChina Dushanzi T4401 se sitúa en 800-1500 ppm de AO fenólico, 800-1500 ppm de fosfito y 500-1500 ppm de deslizante. El compounder añade más capas encima dependiendo del uso final.
Para exteriores: 1000-5000 ppm de HALS, a menudo 2-5 veces el total del estabilizador de línea de base. Para inyección transparente: 2000-2500 ppm de clarificador de sorbitol. Para interiores automotrices: el paquete de HALS + deslizante mencionado anteriormente.
La nota de aditivos del COA describe la línea de base del productor. La TDS para un grado compoundado describe el paquete completo.
Lo que los Lectores de COA Juzgan Mal con Más Frecuencia
El error que veo con más frecuencia es tratar la nota de línea de base del productor de fenólico + fosfito + deslizante como el paquete de aditivos completo, y luego especificar una pieza para exteriores o automotriz contra ella. Esa línea de base es correcta para una pieza genérica moldeada por inyección para interiores. No es correcta para nada que esté expuesto a rayos UV, calor sostenido o una línea de película crítica para el deslizamiento.
Lea la nota de aditivos del COA por lo que es — la línea de base del productor. Pregunte al compounder por la TDS completa, incluyendo el HALS, el absorbedor de UV, el clarificador o la recarga especializada que lleva el paquete a la especificación de uso final. Una carga que es normal para un vaso de inyección es incorrecta para una bolsa tejida bajo el sol de Riad.