Random and impact copolymer polypropylene run the same reactor train up to one decision. Either ethylene gets co-fed into the main loop, or a second gas-phase reactor is added downstream to grow a rubber phase inside the finished homopolymer.
.
That one fork is the difference between a clear pipe resin and a sub-zero-tough automotive grade. Everything before it is shared chemistry; everything after it is the same finishing line.
.
The sequence below runs from the propylene feed onward, naming the resin property and grade slot each step delivers. Knowing where a property is set lets you sanity-check a COA instead of trusting the spec sheet blindly.
.
Step 1 — The Propylene Feed and the Ziegler-Natta Catalyst System
Copolymer PP
production starts with polymer-grade propylene (typically ≥99.5% purity) and a supported Ziegler-Natta catalyst. The catalyst sets stereochemistry before a single chain has grown — it decides isotacticity, which is what makes commercial PP rigid at all.
.
The modern industrial system is TiCl₄ supported on MgCl₂, activated by triethylaluminum cocatalyst. Two donors do the fine-tuning: an internal donor (diisobutyl phthalate) and an external alkoxysilane such as cyclohexylmethyldimethoxysilane.
.
The donors are not optional dressing. They control how cleanly the chain stays isotactic and how evenly ethylene incorporates on a copolymer route.
.
Commercial isotactic PP lands at an isotactic index of 85-95%, a direct output of the donor package. A metallocene single-site catalyst is the narrower-distribution alternative, but sees little commodity use.
.
Feed purity is the quiet constraint. Ziegler-Natta sites are poisoned by trace moisture, oxygen, and sulfur, so the propylene is dried and guard-bed treated before the reactor.
.
Step 2 — Primary Polymerization in the Bulk Loop Reactor
Primary polymerization happens in a liquid-pool loop reactor running liquid propylene as its own solvent at roughly 60-80 °C and 30-40 atm. This is where the isotactic homopolymer matrix that every copolymer route shares gets built.
.
Chains grow off the active TiCl₄ sites as the mixture circulates. Hydrogen is dosed in as the chain-transfer agent: more hydrogen means shorter chains, which means higher melt flow.
.
That hydrogen dose is the single lever setting the grade’s
melt flow index
target, dialed in right here in the loop.
.
Commercial trains run two loops in series. The bulk-phase route caps ethylene at roughly 5 wt%, so any grade needing more comonomer or a rubber phase moves downstream — where the fork begins.
.
Run propylene alone through these loops and the output is
homopolymer polypropylene, the rigid baseline that melts at 160-171 °C. Both copolymer routes branch from this same loop output; what changes is whether ethylene enters, and when.
.
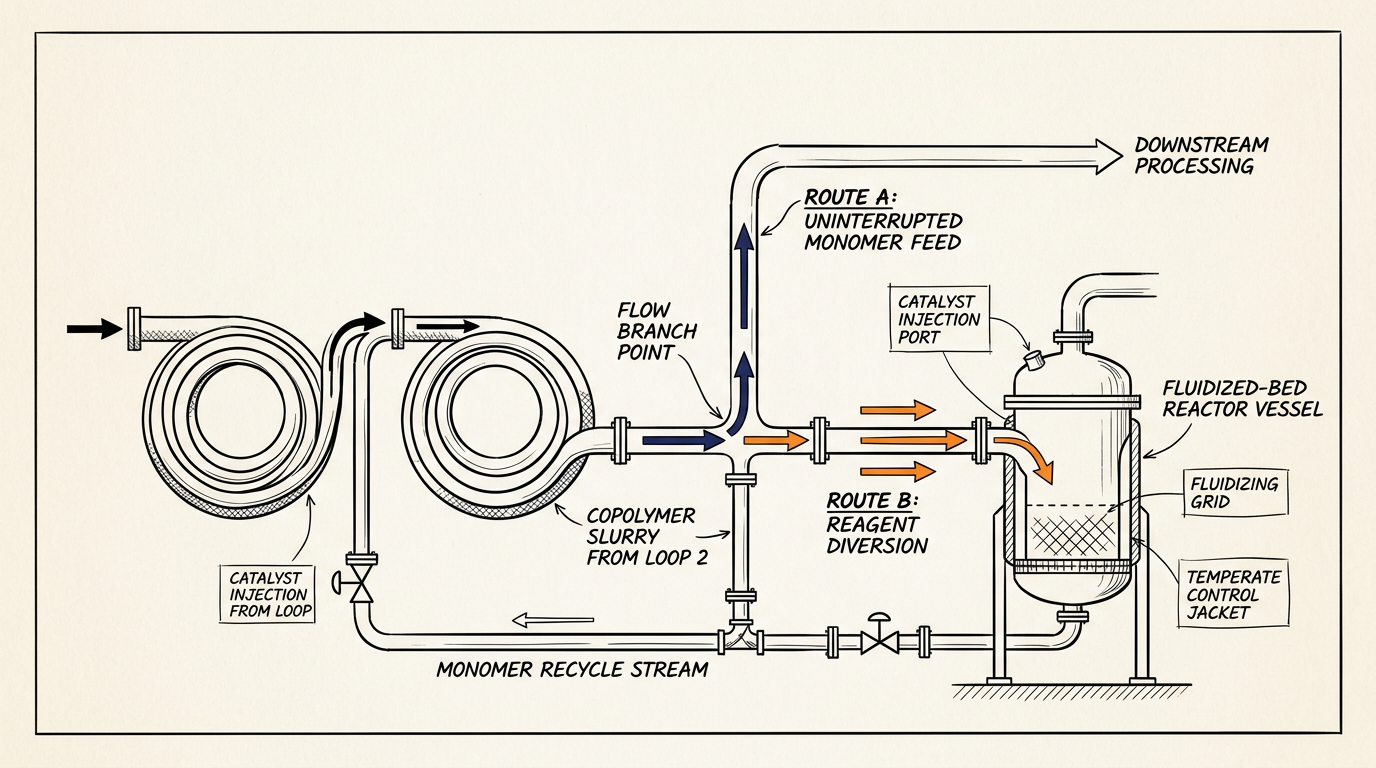
Step 3 — The Random-vs-Impact Fork
The random-vs-impact decision is one physical choice on the train. Co-feed ethylene into the loops for a random copolymer, or hold the loop matrix and add a second gas-phase reactor to grow a rubber phase for an impact copolymer.
.
Same upstream loops, two different resins. The taxonomy of
what copolymer polypropylene is
sits in the definitional companion; the focus here is where the routes diverge.
.
| Property outcome | Random route | Impact route |
|---|---|---|
| Ethylene entry | Loops, 2.7-8 wt% | Second reactor as rubber |
| Reactors used | Two loops only | Loops + gas-phase reactor |
| Melting point | ~135-150 °C | Matrix Tm retained |
| Clarity | High (clear) | Set by domain size |
| Cold-impact toughness | Modest | Several-fold higher |
Random Route — Ethylene Co-Fed Into the Loops
Feeding ethylene into the loops at 2.7-8 wt% inserts ethylene units randomly along the chain. That disrupts the isotactic sequence, so crystallinity — and the melting point — drops, trading stiffness for clarity.
.
A measured Spheripol random grade at 2.7-3.0 wt% ethylene sits at Tm 144.6 °C, well below homopolymer’s 160-171 °C, with 4.8 wt% xylene-soluble fraction. It is made in two loops only, with no gas-phase reactor.
.
PetroChina Dushanzi T4401 is the real-world output of this loop-reactor random route. The PP-R pipe grade runs MFR 0.25 g/10 min (230 °C/2.16 kg, ASTM D1238/ISO 1133), density 0.90 g/cm³, rated to 95 °C hot-water service.
.
One spec-sheet sanity-check: some vendor pages list T4401 at 164-170 °C, which is homopolymer range. A genuine random copolymer cannot melt that high — random ethylene insertion physically prevents it. Expect ~135-150 °C.
.
Impact Route — A Rubber Phase Grown in a Second Reactor
The impact route keeps the loop output as a rigid homopolymer matrix. It routes that matrix into a second gas-phase fluidized-bed reactor (70-80 °C, 25-35 bar), where ethylene-propylene rubber (EPR) grows in-situ as a dispersed phase at 5-15 wt%, sometimes up to ~25%. Those domains absorb impact energy the rigid matrix cannot.
.
“Block copolymer” is the common trade name, but it is a misnomer. The impact route makes no chain with covalently joined blocks — it makes a heterophasic alloy: discrete EPR rubber domains dispersed in an isotactic homopolymer matrix. That is why impact and stiffness tune almost independently, by rubber fraction rather than chain architecture.
.
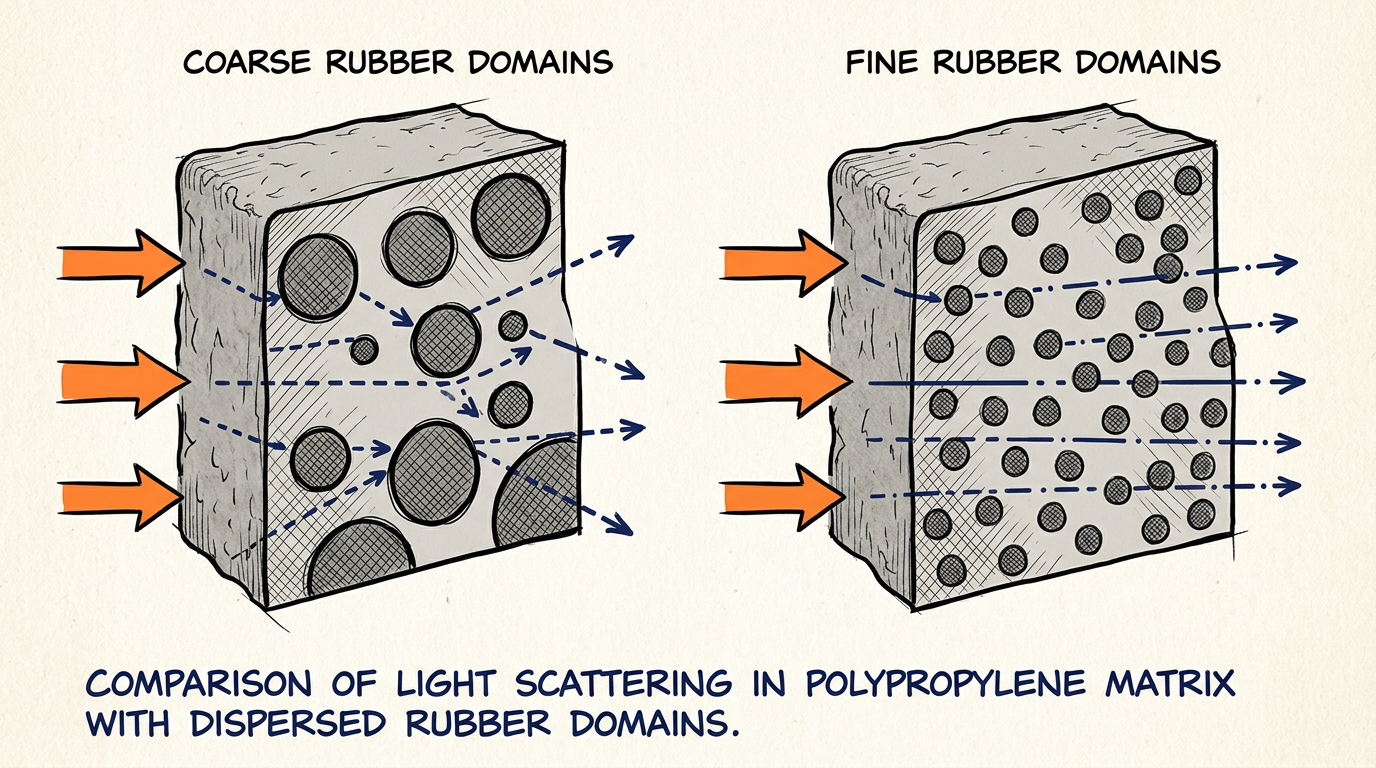
Rubber-domain size is the clarity-versus-impact lever, set by EPR molecular weight relative to the matrix. Coarse ~1 μm domains scatter light to 98.8% haze (opaque) at 14.5 kJ/m² impact. Fine ~100 nm domains drop haze to 13.5% (nearly clear) while raising impact to 25.1 kJ/m².
.
Lower-MW EPR disperses into smaller domains — better clarity and toughness from the same process. This output lands in the
impact copolymer (ICP) grade slot
for sub-zero and drop-test applications.
.
Step 4 — Degassing, Compounding, and Pelletizing
После полимеризации порошок всё ещё содержит непрореагировавший мономер, не содержит стабилизатора и существует в виде пуха, а не гранул. Завершающая цепочка исправляет все три недостатка — этап, который большинство объяснителей процессов пропускают.
Сначала полимер подвергается флеш-испарению и дегазации для удаления и рекуперации непрореагировавшего пропилена (и этилена, на сополимерных марках) для рецикла в реактор. Пропустите чистую дегазацию, и остаточный мономер проявится позже в виде запаха и пустот.
Затем следует компаундирование с добавками. Пакет стабилизаторов, состоящий из антиоксидантов и акцепторов кислот, смешивается в расплаве с порошком, а также с любыми модификаторами свойств, необходимыми для данной марки..
Осветлитель относится сюда, а не в реактор — помутнение 12,51% на той статистической сополимерной марке было вызвано 3000 ppm сорбитолового осветлителя на компаундере, а не полимеризацией.
Затем расплав гранулируется в однородные гранулы, которые чисто подаются в экструдер или литьевую машину заказчика. Контроль качества марки замыкает цикл: показатель текучести расплава измеряется по ASTM D1238 / ISO 1133 при 230 °C/2,16 кг. Это число в сертификате анализа на T4401 подтверждает, что дозировка водорода на этапе 2 достигла цели.
Полная картина, от начала до конца.
Рычаг, который решает всё, мал и находится на ранней стадии: вводится ли этилен в петлевых реакторах или в виде отдельной каучуковой фазы ниже по потоку. Одна совместная подача дает прозрачную статистическую сополимерную смолу с более низкой Tm; один дополнительный реактор дает хладостойкий гетерофазный сплав.
Сертификат анализа также читается иначе, когда вы знаете технологическую линию. Tm, мутность, ударная вязкость и ПТР каждый восходят к определенной стадии — сомономер в петлевом реакторе, размер каучуковых доменов во втором реакторе, осветлитель и дозировка водорода на финише. Читайте их как выходные параметры процесса, и ненадежное значение, такое как Tm статистического сополимера 168 °C, выдаст себя.